uneven first layer [help]
uneven first layer [help]
Don't know why but i my printer has been printing the first layer unevenly
So... that looks a bit under extrusion to me.
I recommend Teaching Tech's calibration guide as a great place to start; If you haven't the guide is meant to be worked through in order- each step depends on the prior being accurate. In this case; if you've never looked at extruder esteps, that will through flow calibration off as well.
If you've already calibrated through it (or this is a new issue), it could be an clogged nozzle. "Do an Atomic PULL!!" (yes. you should read that in Peppy's voice...) It could also be something dragging on the filament (maybe it's pinched? or if you've ever lost control of the end, maybe it's knotted under itself,). from there it could be an extruder issue- the hobbed bolt might not have enough tension, etc.
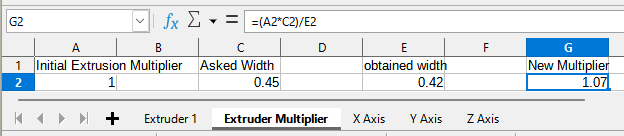
For the record, The math for flow is the same as for esteps:
(a*b) / c = your new value. Where a is your initial multiplier, b is the asked for width, and c is the width you measured.The caveat to this is, since you're measuring across multiple layers, and there will be a very slight unevenness between them, you'll want to eyeball it after the first test (which will get you close enough for government work.)
Side note, when you recalibrate flow, if you care about dimensional accuracy... you're gonna have to recalibrate x and y esteps. just an FYI. Also, this is where you should learn to love spread sheets. I have mine set up like so....
Have you ever had a good first layer? If yes, has anything about your setup changed recently? What is the relative age and usage level of your printer?
Bonus points if you can snag another picture with a bit more light for better exposure and detail.
With the current photo, rippling usual means you're leveled too low. The fact that it's worse on one side of the print than the other makes me think your bed is not in a parallels plane to your nozzle. Might have some temp and/or extrusion stuff going on too, but answers to the first questions will help guide here.
I'd say the wavy-pattern is because you're a bit too close and squishing too hard. Try to increase Z-offset (increase distance to bed) in something like 0.005-0.01mm steps and see if it improves.
Too close. Material?
New Lemmy Post: uneven first layer [help] (https://lemmy.world/post/12666234)
Tagging: #3dprinting(Replying in the OP of this thread (NOT THIS BOT!) will appear as a comment in the lemmy discussion.)
I am a FOSS bot. Check my README: https://github.com/db0/lemmy-tagginator/blob/main/README.md